- Cotton Kinesiology Tape
- Synthetic Kinesiology Tape
- Rayon Kinesiology Tape
- Eco-Friendly Kinesiology Tape
- Standard Kinesiology Tape Roll
- Giant Kinesiology Tape Roll
- Pre-Cut Kinesiology Tape Strips
- Printed / Pattern Kinesiology Tape
- Punch Kinesiology Tape (Ventilated)
- Special Shape Kinesiology Tape
- Waterproof KinesiologyTape
- Cross Tape
- Pregnancy Support Tape
- Face Lift Tape
- Gentle / Beauty Kinesiology Tape
- Artistic Kinesiology Tape
- Veterinary Kinesiology Tape
- Breast Lift Tape
- Football Turf Tape
- 4-Way Stretch Elastic Kinesiology Tape
- Rigid Strapping Tape / Athletic Tape
- Elastic Adhesive Bandage (EAB)
- Foam Underwrap / Athletic Pre Wrap
- Zinc Oxide Sports Tape
- Sports Strapping Tape
- Finger Bob Bandages
- OEM / Bulk Sports Tape
- Cohesive Bandage Roll
- Non-Woven Self-Adherent Bandage
- Cotton Self-Adherent Bandage
- Latex-Free Cohesive Bandage
- Printed / Pattern Cohesive Bandage
- Sterile Cohesive Bandage
- Lightweight Cohesive Bandage
- Special Function Cohesive Bandage
- Veterinary Cohesive Bandage
- OEM / Bulk Cohesive Bandage Roll
- Paper Surgical Tape
- PE Medical Tape
- Silk Medical Tape
- Cloth Surgical Tape
- Non-Woven Medical Tape
- Transparent Waterproof Dressing Tape / Transparent Surgical Tape
- Waterproof Medical Tape
- Dressing Retention Tape
- Zinc Oxide Medical Tape
- Hypoallergenic Medical Tape
- Perforated Medical Tape
- Medical Foam Tape
- Double-Sided Medical Tape
- Silicone Medical Tape
- OEM / Bulk Medical Tape
- Hydrocolloid Dressing
- Silicone Dressing
- Non-Woven Dressing
- Alginate Dressing
- Hydrogel Dressing
- Non-Adherent Dressing Pad
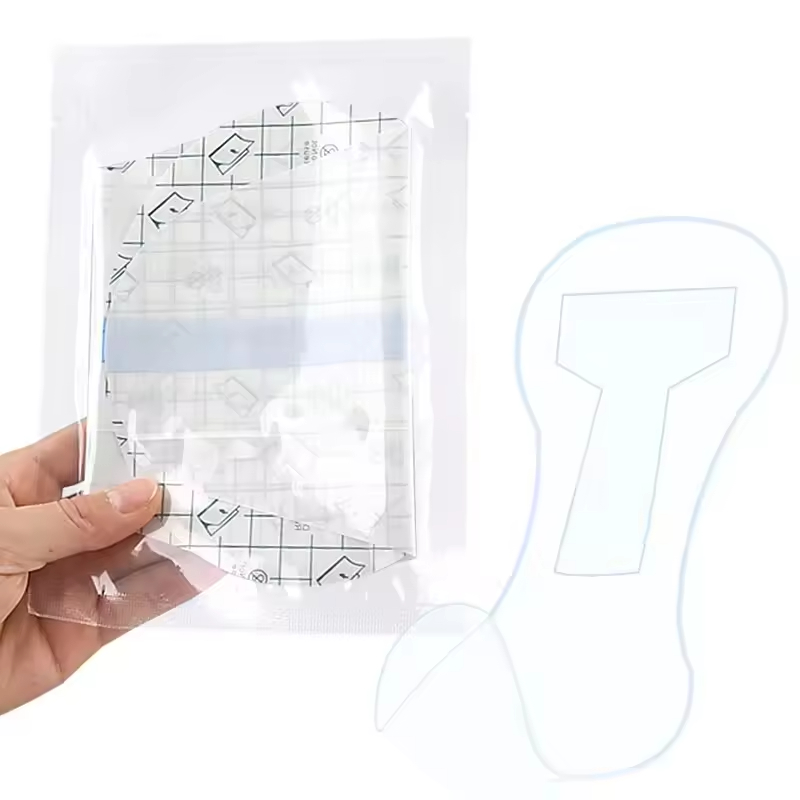
- IV Dressing / Transparent Film Dressing
- Eye Pads
- Fixation & Retention Dressings
- Island Dressing
- Antibacterial / Silver Dressing
- Burn Dressing
- Gauze Dressing
- Foam Dressing
- OEM / Bulk Wound Dressing
- Fabric Adhesive Bandages / Plasters
- PE / Plastic Adhesive Bandages / Plasters
- Non-Woven Adhesive Bandages / Plasters
- Waterproof Adhesive Bandages / Plasters
- Transparent Adhesive Bandages / Plasters
- Sensitive Skin Adhesive Bandages / Plasters
- Detectable Adhesive Bandages / Plasters
- Antibacterial Adhesive Bandages / Plasters
- Hydrocolloid Adhesive Bandages / Plasters
- Foam Adhesive Bandages / Plasters
- Kids & Printed Adhesive Bandages / Plasters
- Hydrogel Adhesive Bandages / Plasters
- Extra Large / Patch Type Bandages
- Burn Plasters / Gel Plasters
- Blister Plasters / Heel Pads
- Sterile Surgical Plasters / Dressings
- Finger & Knuckle Adhesive Bandages / Plasters
- Colored / Decorative Band AIDS
- Eco-friendly / Biodegradable Bandages
- Custom / OEM Adhesive Bandages / Plasters
- Knee Support & Sleeve
- Ankle Support & Sleeve
- Wrist Support & Sleeve
- Elbow Support & Sleeve
- Shoulder Support & Sleeve
- Back Support / Lumbar Belt
- Thumb / Finger Support
- Calf / Shin Support
- Thigh / Groin Support
- Posture Corrector
- Compression Sleeves
- Cervical Collars
- Shoulder Immobilizers
- Hot & Cold Therapy Sleeves & Wraps
- Patella Strap
- Post-Op & Orthopedic Braces
- Custom / OEM Sport Braces & Support
- Heat Patches
- Reusable Heat Packs
- Instant Heat Packs
- Click / Magic Heat Packs
- Hot Water Bottles / Bag
- Microwavable Heating Pads
- Eye Masks & Facial Gel Masks
- Cooling Neck Tubes
- Cooling Mats & Pads
- Cooling Vests
- Bottle/Wine Cooler Sleeves
- Daily Pill Box Organizer
- Weekly Pill Organizer
- Monthly Pill Organizer
- AM-PM Pill Organizer
- 3-Times/4-Times a Day Pill Box
- Stackable Pill Box System
- Travel Pill Organizer
- Pill Organizer with Pouch / Zipper Bag
- Large Capacity Pill Organizer
- Pill Organizer with Water Bottle / Built-in Cup
- Child-Resistant Pill Organizer
- Elderly-Friendly Pill Organizer
- Transparent Pill Box / Colored Pill Box
- Metal / Aluminum Alloy Pill Organizer
- Medication Travel & Storage Solutions
- OEM / Custom Logo Pill Box
- Ball-of-Foot Cushions
- Heel Cushions / Heel Cups
- Heel Cushions / Heel Inserts
- Heel Protectors / Heel Guards
- Heel Liner / Heel Grips
- Foam / Fabric Foot Cushions
- Blister Cushions
- Hydrocolloid Blister Plasters
- Corn Pads
- Callus Cushions
- Medicated Corn Removers
- Corn Wraps / Toe Bandages
- Bunion Correctors / Hallux Valgus Splints
- Gel Bunion Cushions
- Bunion Sleeves
- Night Splints
- Hallux Valgus Splints
- Toe Separators / Toe Straighteners
- Foam Toe Spacers
- Hammer Toe Cushions / Toe Crests
- Hammer Toe Straighteners
- Toe Caps
- Specialty Toe Protection
- OEM / Bulk Footcare Accessories Solutions
- Foam Earplugs
- Silicone Earplugs
- Wax Earplugs
- TPE Earplugs
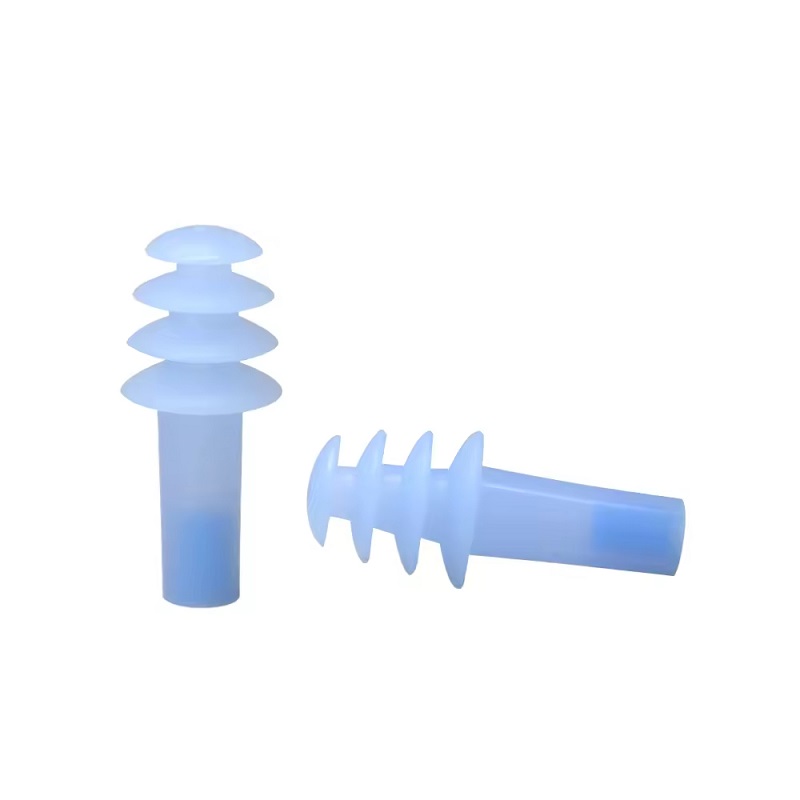
- Flanged Earplugs
- Metal Detectable Earplugs
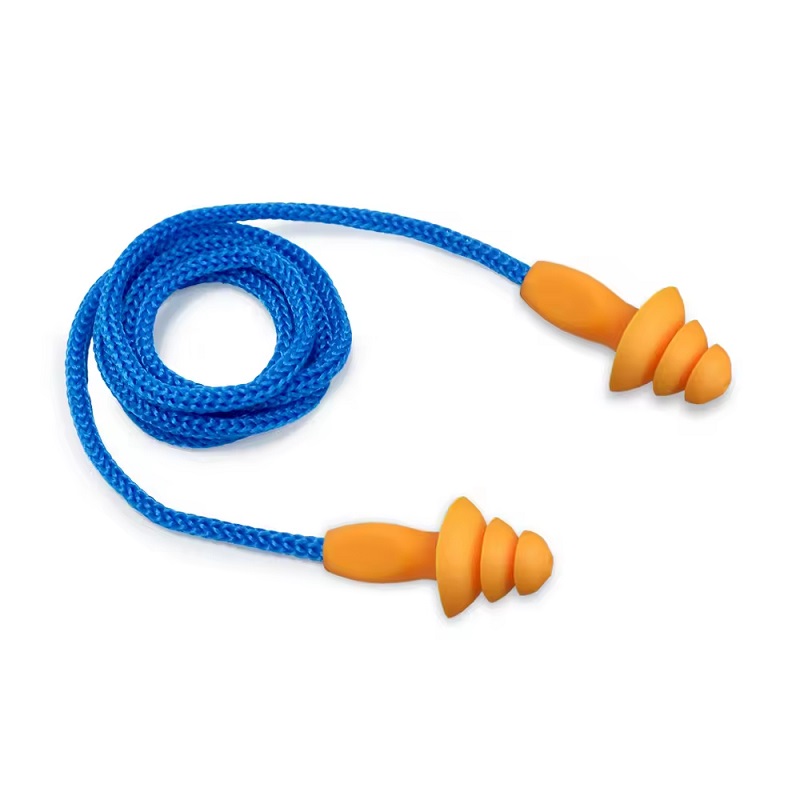
- Banded Earplugs
- Bulk Pack Earplugs
- Earplugs with Case
- Musician Earplugs
- Shooting Earplugs
- Earplug Dispenser
- Private Label Earplugs
- OEM Pack Earplugs
-
 Cotton Kinesiology Tape 5cm x 5m Support Sports Therapy Tape
View more
Cotton Kinesiology Tape 5cm x 5m Support Sports Therapy Tape
View more
-
 Synthetic Kinesiology Tape Waterproof Athletic Recovery Pain Relief Tape
View more
Synthetic Kinesiology Tape Waterproof Athletic Recovery Pain Relief Tape
View more
-
 Rayon Sports Kinesiology Tape
View more
Rayon Sports Kinesiology Tape
View more
-
 Biodegradable Cotton Eco-Friendly Kinesiology Tape
View more
Biodegradable Cotton Eco-Friendly Kinesiology Tape
View more
-
 Cotton Kinesiology Tape Roll
View more
Cotton Kinesiology Tape Roll
View more
-
 Cotton Giant Kinesiology Tape Roll
View more
Cotton Giant Kinesiology Tape Roll
View more
-
 Pre-Cut X-Shape Kinesiology Tape Strips
View more
Pre-Cut X-Shape Kinesiology Tape Strips
View more
-
 Camouflage Pattern Kinesiology Tape
View more
Camouflage Pattern Kinesiology Tape
View more
-
 Punch Kinesiology Tape Ventilated
View more
Punch Kinesiology Tape Ventilated
View more
-
 X-Cross Kinesiology Tape
View more
X-Cross Kinesiology Tape
View more
-
 Waterproof Kinesiology Tape
View more
Waterproof Kinesiology Tape
View more
-
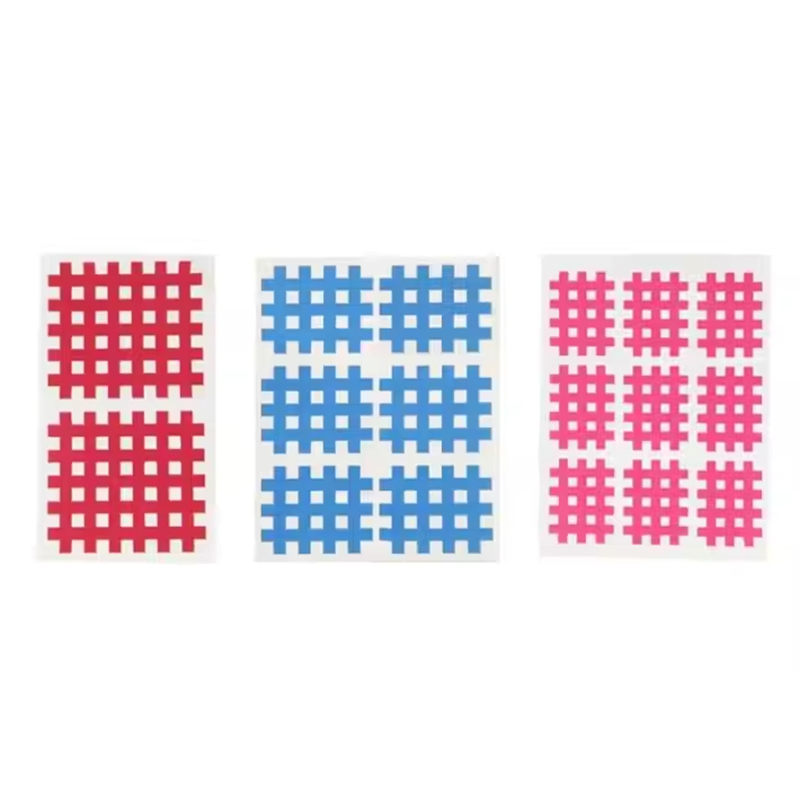 Cross Tape Square Cross Tape
View more
Cross Tape Square Cross Tape
View more
-
 Pregnancy Support Tape
View more
Pregnancy Support Tape
View more
-
 Transparent Face Lift Tape
View more
Transparent Face Lift Tape
View more
-
 Sensitive Skin Gentle Kinesiology Tape
View more
Sensitive Skin Gentle Kinesiology Tape
View more
-
 Printed Pattern Artistic Kinesiology Tape
View more
Printed Pattern Artistic Kinesiology Tape
View more
-
 Canine Equine Kinesiology Tape, Veterinary Medical Tape, Vet Wrap for Joint Support Pet Care
View more
Canine Equine Kinesiology Tape, Veterinary Medical Tape, Vet Wrap for Joint Support Pet Care
View more
-
 Boob Lift Tape Breast Tape Nipple Covers
View more
Boob Lift Tape Breast Tape Nipple Covers
View more
-
 Football Turf Tape
View more
Football Turf Tape
View more
-
 Dynamic 4-Way Stretch Kinesiology Tape Roll – Nylon / Spandex
View more
Dynamic 4-Way Stretch Kinesiology Tape Roll – Nylon / Spandex
View more
-
 Zinc Oxide Rigid Strapping Tape 3.8cm x 13.7m Sports Injury Support
View more
Zinc Oxide Rigid Strapping Tape 3.8cm x 13.7m Sports Injury Support
View more
-
 Light Elastic Adhesive Bandage, First Aid Wrapping Compression Sports Wrap Tape
View more
Light Elastic Adhesive Bandage, First Aid Wrapping Compression Sports Wrap Tape
View more
-
 Foam Underwrap for Athletic Pre Wrap
View more
Foam Underwrap for Athletic Pre Wrap
View more
-
 Rigid Zinc Oxide Sports Tape
View more
Rigid Zinc Oxide Sports Tape
View more
-
 Rigid Sports Strapping Tape
View more
Rigid Sports Strapping Tape
View more
-
 Cotton Sports Protector Finger Bandage Roll Bobs Cot Tubular Elastoplast Bandage
View more
Cotton Sports Protector Finger Bandage Roll Bobs Cot Tubular Elastoplast Bandage
View more
-
 Sports Tape OEM
View more
Sports Tape OEM
View more
-
 Self-Adherent Cohesive Bandage - 2.5cm x 5m
View more
Self-Adherent Cohesive Bandage - 2.5cm x 5m
View more
-
 Non-Woven Self-Adhesive Bandage 5cm x 4.5m Lightweight Cohesive Tape
View more
Non-Woven Self-Adhesive Bandage 5cm x 4.5m Lightweight Cohesive Tape
View more
-
 Self Adherent Cotton Bandage 5cm x 4.5m Sports Support Wrap
View more
Self Adherent Cotton Bandage 5cm x 4.5m Sports Support Wrap
View more
-
 Latex-Free Self-Adherent Bandage – 2.5cm x 4.5m
View more
Latex-Free Self-Adherent Bandage – 2.5cm x 4.5m
View more
-
 Animal Print Cohesive Bandage – Latex-Free, Self-Adherent
View more
Animal Print Cohesive Bandage – Latex-Free, Self-Adherent
View more
-
 Medical Sterile Cohesive Bandage – Individually Wrapped, Latex-Free
View more
Medical Sterile Cohesive Bandage – Individually Wrapped, Latex-Free
View more
-
 Lightweight Cohesive Bandage Roll – Breathable Self-Adherent Fabric Wrap
View more
Lightweight Cohesive Bandage Roll – Breathable Self-Adherent Fabric Wrap
View more
-
 Waterproof Cohesive Bandage Sweat-Resistant Long-Lasting Hold
View more
Waterproof Cohesive Bandage Sweat-Resistant Long-Lasting Hold
View more
-
 Veterinary Cohesive Bandage – Self-Adherent Easy Tear
View more
Veterinary Cohesive Bandage – Self-Adherent Easy Tear
View more
-
 Cohesive Bandage – Self-Adherent, Easy Tear, Bulk Supply
View more
Cohesive Bandage – Self-Adherent, Easy Tear, Bulk Supply
View more
-
 Surgical Paper Tape 1.25cm/2.5cm/5cm/7.5cm x 9.1m Hypoallergenic Medical Tape
View more
Surgical Paper Tape 1.25cm/2.5cm/5cm/7.5cm x 9.1m Hypoallergenic Medical Tape
View more
-
 PE Surgical Tape 1.25cm/2.5cm/5cm/7.5cm x 9.1m Breathable Surgical Adhesive Tape
View more
PE Surgical Tape 1.25cm/2.5cm/5cm/7.5cm x 9.1m Breathable Surgical Adhesive Tape
View more
-
 Silk Medical Tape Hypoallergenic Easy Tear Strong Adhesion
View more
Silk Medical Tape Hypoallergenic Easy Tear Strong Adhesion
View more
-
 Zinc Oxide Cotton Cloth Surgical Tape – Strong Adhesion Secure Wound Dressing Fixation
View more
Zinc Oxide Cotton Cloth Surgical Tape – Strong Adhesion Secure Wound Dressing Fixation
View more
-
 Microporous Non-Woven Surgical Tape 7.5cm
View more
Microporous Non-Woven Surgical Tape 7.5cm
View more
-
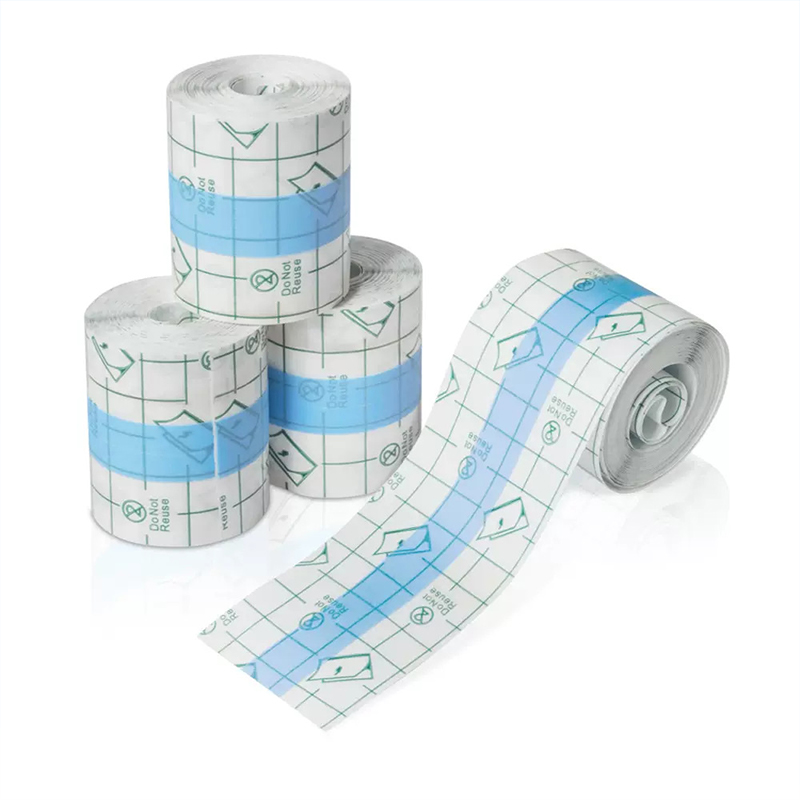 Transparent PU Film Surgical Tape – Waterproof Breathable Wound Dressing Fixation
View more
Transparent PU Film Surgical Tape – Waterproof Breathable Wound Dressing Fixation
View more
-
 Waterproof Foam Tape Medical Tape
View more
Waterproof Foam Tape Medical Tape
View more
-
 Non-Woven Dressing Retention Tape – Soft and Breathable for Secure Fixation
View more
Non-Woven Dressing Retention Tape – Soft and Breathable for Secure Fixation
View more
-
 Rigid Zinc Oxide Medical Tape High Tensile Strength for Joint and Muscle Support
View more
Rigid Zinc Oxide Medical Tape High Tensile Strength for Joint and Muscle Support
View more
-
 Hypoallergenic Non-Woven Medical Tape – Gentle Adhesion for Sensitive Skin
View more
Hypoallergenic Non-Woven Medical Tape – Gentle Adhesion for Sensitive Skin
View more
-
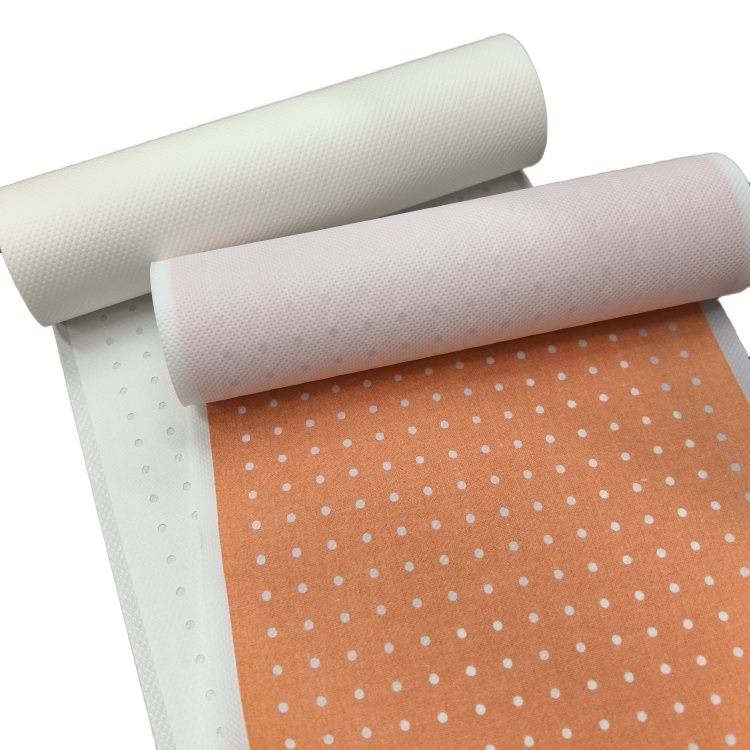 Perforated Cotton Medical Tape – Easy Tear and Breathable Wound Protection
View more
Perforated Cotton Medical Tape – Easy Tear and Breathable Wound Protection
View more
-
 Waterproof Medical Foam Tape – Flexible Seal for Moisture-Prone Areas
View more
Waterproof Medical Foam Tape – Flexible Seal for Moisture-Prone Areas
View more
-
 Double-Sided Medical Tape – High-Tack Adhesion for Long-Term Securement
View more
Double-Sided Medical Tape – High-Tack Adhesion for Long-Term Securement
View more
-
 Silicone Medical Tape for Fragile or Elderly Skin
View more
Silicone Medical Tape for Fragile or Elderly Skin
View more
-
 Cloth Medical Tape for Durable Wound Dressing Fixation OEM / Bulk
View more
Cloth Medical Tape for Durable Wound Dressing Fixation OEM / Bulk
View more
-
 Hydrocolloid Blister Dressing for Heel Toe and Foot Protection
View more
Hydrocolloid Blister Dressing for Heel Toe and Foot Protection
View more
-
 Silicone Foam Wound Dressing with Border Advanced Waterproof 4"x4"
View more
Silicone Foam Wound Dressing with Border Advanced Waterproof 4"x4"
View more
-
 Sterile Adhesive Island Pad Non-Woven Dressing for Post-Surgical Wound Protection
View more
Sterile Adhesive Island Pad Non-Woven Dressing for Post-Surgical Wound Protection
View more
-
 Calcium Alginate Wound Dressing
View more
Calcium Alginate Wound Dressing
View more
-
 Sterile Hydrogel Dressing for Moist Wound Hydrogel Gel Pad Burn Dressing
View more
Sterile Hydrogel Dressing for Moist Wound Hydrogel Gel Pad Burn Dressing
View more
-
 Sterile Non-Adherent Dressing Pad Bordered for Post-Surgical Wound Protection
View more
Sterile Non-Adherent Dressing Pad Bordered for Post-Surgical Wound Protection
View more
-
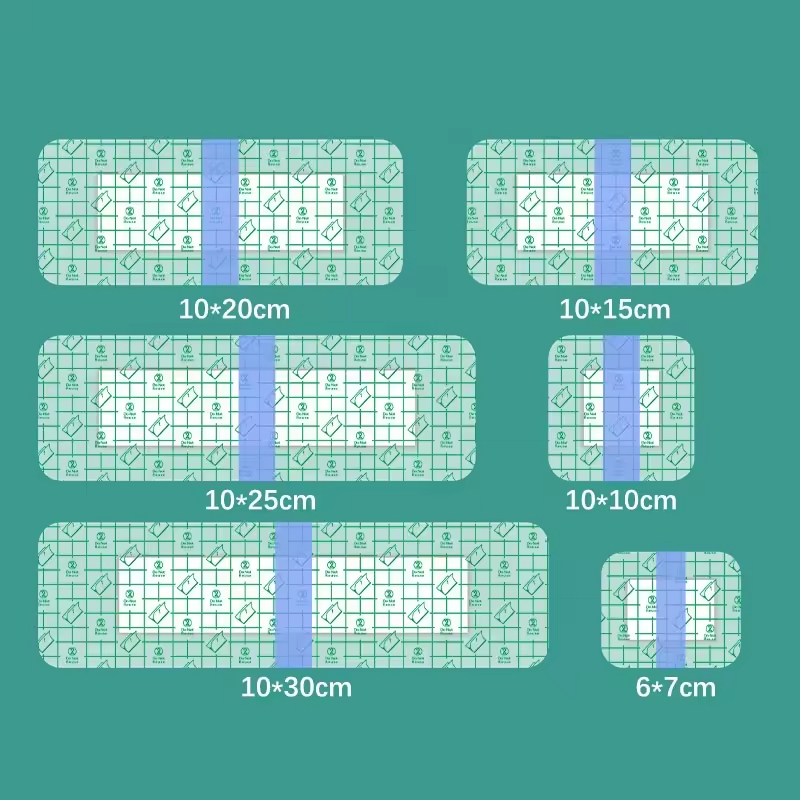
 Clear Surgical Dressing Transparent Film Dressing Sterile for Post-Surgical
View more
Clear Surgical Dressing Transparent Film Dressing Sterile for Post-Surgical
View more
-
 Cotton Eye Pads Sterile for Post-Operative Protection
View more
Cotton Eye Pads Sterile for Post-Operative Protection
View more
-
 Elastic Fixation & Retention Dressings for Joint and Limb Securement
View more
Elastic Fixation & Retention Dressings for Joint and Limb Securement
View more
-
 Waterproof Island Dressing with Absorbent Non-Woven Pad
View more
Waterproof Island Dressing with Absorbent Non-Woven Pad
View more
-
 Silver-Infused Antibacterial Dressing for Infection Control
View more
Silver-Infused Antibacterial Dressing for Infection Control
View more
-
 Hydrogel Burn Dressing for Immediate Cooling and Pain Relief
View more
Hydrogel Burn Dressing for Immediate Cooling and Pain Relief
View more
-
 Sterile Gauze Pads Sterile Gauze Swabs Dressing Pads 10x10cm / 7.5x7.5cm / 5x5cm
View more
Sterile Gauze Pads Sterile Gauze Swabs Dressing Pads 10x10cm / 7.5x7.5cm / 5x5cm
View more
-
 Basic Foam Wound Pad Foam Dressing PU Foam Non-bordered
View more
Basic Foam Wound Pad Foam Dressing PU Foam Non-bordered
View more
-
 Basic Wound Dressings
View more
Basic Wound Dressings
View more
-
 Elastic Fabric Band Aids Plaster Wound Care First Aid
View more
Elastic Fabric Band Aids Plaster Wound Care First Aid
View more
-
 Plastic Adhesive Bandages 19×72 mm Clear PE Plasters
View more
Plastic Adhesive Bandages 19×72 mm Clear PE Plasters
View more
-
 Non-Woven Adhesive Plaster Sterile Fabric Adhesive First Aid Plaster Band
View more
Non-Woven Adhesive Plaster Sterile Fabric Adhesive First Aid Plaster Band
View more
-
 Transparent Waterproof Adhesive Bandages Plasters
View more
Transparent Waterproof Adhesive Bandages Plasters
View more
-
 Transparent Adhesive Bandages with Waterproof PU Film
View more
Transparent Adhesive Bandages with Waterproof PU Film
View more
-
 Silicone Bandage Silicone Gel Band Aid for Wound Care and Protection
View more
Silicone Bandage Silicone Gel Band Aid for Wound Care and Protection
View more
-
 Metal Detectable Blue Plasters
View more
Metal Detectable Blue Plasters
View more
-
 Hydrocolloid Antibacterial Plaster for Wound Care
View more
Hydrocolloid Antibacterial Plaster for Wound Care
View more
-
 Hydrocolloid Spot Plasters Waterproof Transparent Acne Pimple Patches
View more
Hydrocolloid Spot Plasters Waterproof Transparent Acne Pimple Patches
View more
-
 PU Foam Adhesive Bandages / Plasters
View more
PU Foam Adhesive Bandages / Plasters
View more
-
 PE Plastic Cartoon Printed Bandages Metal Tin Box Colorful Adhesive Plasters
View more
PE Plastic Cartoon Printed Bandages Metal Tin Box Colorful Adhesive Plasters
View more
-
 Medical Hydrogel Cooling Bandages Reducing Plaster Fever Cooling Sheet
View more
Medical Hydrogel Cooling Bandages Reducing Plaster Fever Cooling Sheet
View more
-
 Extra Large Waterproof Adhesive Bandages Plasters Transparent Band Aids
View more
Extra Large Waterproof Adhesive Bandages Plasters Transparent Band Aids
View more
-
 Hydrogel Burn Relief Gel Dressing Cooling Burn Plaster Pad with PU Film for Wound & Pain Care
View more
Hydrogel Burn Relief Gel Dressing Cooling Burn Plaster Pad with PU Film for Wound & Pain Care
View more
-
 Hydrocolloid Blister Plasters / Heel Pads
View more
Hydrocolloid Blister Plasters / Heel Pads
View more
-
 Sterile Non-Woven First Aid Plaster Band Adhesive Bandages
View more
Sterile Non-Woven First Aid Plaster Band Adhesive Bandages
View more
-
 Flexible Fabric Finger Knuckle Bandages Sterile Adhesive Plasters
View more
Flexible Fabric Finger Knuckle Bandages Sterile Adhesive Plasters
View more
-
 Printed PE Decorative Wound Plasters Colorful PE Band Aids Bandages
View more
Printed PE Decorative Wound Plasters Colorful PE Band Aids Bandages
View more
-
 Bamboo Fiber Band Aids Biodegradable Bamboo Plasters
View more
Bamboo Fiber Band Aids Biodegradable Bamboo Plasters
View more
-
 Narrow Strip Wound Plaster with Breathable PU or Fabric Backing
View more
Narrow Strip Wound Plaster with Breathable PU or Fabric Backing
View more
-
 Sports Knee Pads Compression Knee Sleeve
View more
Sports Knee Pads Compression Knee Sleeve
View more
-
 Neoprene Breathable Adjustable Ankle Support / Brace
View more
Neoprene Breathable Adjustable Ankle Support / Brace
View more
-
 Neoprene Lightweight Wrist Support with Thumb Holes
View more
Neoprene Lightweight Wrist Support with Thumb Holes
View more
-
 Adjustable Neoprene Compression Elbow Guard Support Brace
View more
Adjustable Neoprene Compression Elbow Guard Support Brace
View more
-
 Adjustable Neoprene Compression Back Shoulder Brace with Strap
View more
Adjustable Neoprene Compression Back Shoulder Brace with Strap
View more
-
 Neoprene Lumbar Support Lower Back Adjustable Belt Brace
View more
Neoprene Lumbar Support Lower Back Adjustable Belt Brace
View more
-
 Thumb Splint Brace Thumb Support Wrist Brace Adjustable Lightweight
View more
Thumb Splint Brace Thumb Support Wrist Brace Adjustable Lightweight
View more
-
 Compression Sock Calf Sleeve Compression Socks Calf Sleeve
View more
Compression Sock Calf Sleeve Compression Socks Calf Sleeve
View more
-
 Adjustable Thigh Brace Support Thigh Wraps Breathable Neoprene Non-Slip Compression Sleeve
View more
Adjustable Thigh Brace Support Thigh Wraps Breathable Neoprene Non-Slip Compression Sleeve
View more
-
 Adjustable Back Posture Corrector Back Belt Back Support Belt Shoulder Brace Support Belt
View more
Adjustable Back Posture Corrector Back Belt Back Support Belt Shoulder Brace Support Belt
View more
-
 Nylon Leg Calf Compression Sleeve
View more
Nylon Leg Calf Compression Sleeve
View more
-
 Soft Cervical Collar for Mild Neck Pain and Daily Support
View more
Soft Cervical Collar for Mild Neck Pain and Daily Support
View more
-
 Shoulder Support Universal Immobilizer Post-Operative Rehabilitation Therapy Supplies
View more
Shoulder Support Universal Immobilizer Post-Operative Rehabilitation Therapy Supplies
View more
-
 Reusable Elasto Gel Hot Cold Sleeve Knee Pain Relief Cool Compression Ankle Cool Wrap
View more
Reusable Elasto Gel Hot Cold Sleeve Knee Pain Relief Cool Compression Ankle Cool Wrap
View more
-
 Neoprene Knee Patella Strap Stabilizer Knee Support
View more
Neoprene Knee Patella Strap Stabilizer Knee Support
View more
-
 Adjustable Hinged Neoprene Knee Brace With Open Patella Gel Pad
View more
Adjustable Hinged Neoprene Knee Brace With Open Patella Gel Pad
View more
-
 Custom / OEM Sports Brace & Support Sleeve for Athletic Protection & Rehabilitation Use
View more
Custom / OEM Sports Brace & Support Sleeve for Athletic Protection & Rehabilitation Use
View more
-
 Body Warmer General Body Heat Patches
View more
Body Warmer General Body Heat Patches
View more
-
 Reusable Gel Heat Pack Gel Hot Pack
View more
Reusable Gel Heat Pack Gel Hot Pack
View more
-
 Iron Powder Instant Heat Pack Air-Activated Heat Pack
View more
Iron Powder Instant Heat Pack Air-Activated Heat Pack
View more
-
 Click Heat Pack Reusable Magic Heat Pack Sodium Acetate
View more
Click Heat Pack Reusable Magic Heat Pack Sodium Acetate
View more
-
 Rubber Hot Water Bottle
View more
Rubber Hot Water Bottle
View more
-
 Microwavable Heat Pad Moist Heat Pack Microwave Heat Pack
View more
Microwavable Heat Pad Moist Heat Pack Microwave Heat Pack
View more
-
 Reusable Hot&Cold Therapy Pad Gel Bead Ice Cooling Pack Bag
View more
Reusable Hot&Cold Therapy Pad Gel Bead Ice Cooling Pack Bag
View more
-
 Disposable Instant Cold Pack Health Care Instant Ice Pack
View more
Disposable Instant Cold Pack Health Care Instant Ice Pack
View more
-
 Cooling Gel Heat Pack Wrap Reusable Hot and Cold Therapy Ice Gel Wrap Support Pack
View more
Cooling Gel Heat Pack Wrap Reusable Hot and Cold Therapy Ice Gel Wrap Support Pack
View more
-
 Ice Bag Fabric Ice Pack Medical Rehabilitation Therapy 6inch 9inch 11inch
View more
Ice Bag Fabric Ice Pack Medical Rehabilitation Therapy 6inch 9inch 11inch
View more
-
 PVC First Aid Reusable Hot and Cold Gel Ice Pack Compress
View more
PVC First Aid Reusable Hot and Cold Gel Ice Pack Compress
View more
-
 Reusable Neck Shoulder Therapy Click Gel Heat Pack
View more
Reusable Neck Shoulder Therapy Click Gel Heat Pack
View more
-
 Reusable Non-toxic Gel Ice Pack Medical Cooler Boxes
View more
Reusable Non-toxic Gel Ice Pack Medical Cooler Boxes
View more
-
 Instant Cold Pack
View more
Instant Cold Pack
View more
-
 Hot/Cold Reusable Gel Bead Eye Masks Flexible Ice Packs Compress Therapy for Puffy Eyes
View more
Hot/Cold Reusable Gel Bead Eye Masks Flexible Ice Packs Compress Therapy for Puffy Eyes
View more
-
 PCM Phase Change Material Neck Cooling Tube Neck Cooling Ring Neck Cooling Wrap
View more
PCM Phase Change Material Neck Cooling Tube Neck Cooling Ring Neck Cooling Wrap
View more
-
 Summer Cooling Mats Blanket Ice Pet Dog Bed Mats for Dogs Cats Pet Dog Cool Mat
View more
Summer Cooling Mats Blanket Ice Pet Dog Bed Mats for Dogs Cats Pet Dog Cool Mat
View more
-
 Phase Change Material PCM Ice Packs Cooing Vest
View more
Phase Change Material PCM Ice Packs Cooing Vest
View more
-
 Nylon Gel Wine Bottle Cooler Sleeve Reusable with Strap
View more
Nylon Gel Wine Bottle Cooler Sleeve Reusable with Strap
View more
-
 Daily Pill Organizer Portable Pill Case Pill Box
View more
Daily Pill Organizer Portable Pill Case Pill Box
View more
-
 Weekly 7 Days Pill Organizer 7 Compartments Plastic Pill Box Organizer
View more
Weekly 7 Days Pill Organizer 7 Compartments Plastic Pill Box Organizer
View more
-
 Pill Organizer 28 Compartments 7 Day Round Pill Case Tablet Sorter Box Stock Pill Box
View more
Pill Organizer 28 Compartments 7 Day Round Pill Case Tablet Sorter Box Stock Pill Box
View more
-
 7-Day Pill Organizer, Weekly AM/PM Pill Box with 14 Compartments
View more
7-Day Pill Organizer, Weekly AM/PM Pill Box with 14 Compartments
View more
-
 21-Compartment Pill Planner Monthly 3 Times a Day Storage Box Plastic Pill Box Medicine Tablet Organiser
View more
21-Compartment Pill Planner Monthly 3 Times a Day Storage Box Plastic Pill Box Medicine Tablet Organiser
View more
-
 Metal Weekly Pill Box Stackable 7 Compartments Weekly Aluminium Pill Box Key Chain
View more
Metal Weekly Pill Box Stackable 7 Compartments Weekly Aluminium Pill Box Key Chain
View more
-
 Compact Travel Daily Pill Organizer small size Pill Case
View more
Compact Travel Daily Pill Organizer small size Pill Case
View more
-
 Travel Pill Organizer Large Weekly Pill Box 7 Day Pill Case with Portable Zipper Cloth Bag
View more
Travel Pill Organizer Large Weekly Pill Box 7 Day Pill Case with Portable Zipper Cloth Bag
View more
-
 High-Capacity Weekly/Monthly Pill Organizer 21 / 28 /31 compartments
View more
High-Capacity Weekly/Monthly Pill Organizer 21 / 28 /31 compartments
View more
-
 Water Bottle Weekly Pill Cup Case Travel Pill Bottle 7 Compartments Pill Organizer Box
View more
Water Bottle Weekly Pill Cup Case Travel Pill Bottle 7 Compartments Pill Organizer Box
View more
-
 Child-Resistant Weekly Pill Organizer 7 days locking lids
View more
Child-Resistant Weekly Pill Organizer 7 days locking lids
View more
-
 Elderly-Friendly Pill Organizer Collection Large Weekly AM-PM Monthly Pill Dispenser
View more
Elderly-Friendly Pill Organizer Collection Large Weekly AM-PM Monthly Pill Dispenser
View more
-
 Transparent Pill Box clear plastic Weekly Pill Box 2 Times 1 Day
View more
Transparent Pill Box clear plastic Weekly Pill Box 2 Times 1 Day
View more
-
 Daily Pill Case Aluminium Alloy Round Pill Box Waterproof Travel Portable Pill Organizer
View more
Daily Pill Case Aluminium Alloy Round Pill Box Waterproof Travel Portable Pill Organizer
View more
-
 Travel Pill Organizer Cases Compact Travel Medication Organizer
View more
Travel Pill Organizer Cases Compact Travel Medication Organizer
View more
-
 OEM Pill Box Personalized Weekly Pill Organizer Travel Healthcare Supply Custom Logo
View more
OEM Pill Box Personalized Weekly Pill Organizer Travel Healthcare Supply Custom Logo
View more
-
 Plastic Manual Pill Splitter Tablet Cutter
View more
Plastic Manual Pill Splitter Tablet Cutter
View more
-
 Plastic Pill Crusher Pill Storage Tablet Grinder Crusher Storage Cases BPA-Free
View more
Plastic Pill Crusher Pill Storage Tablet Grinder Crusher Storage Cases BPA-Free
View more
-
 OEM Pill Splitters & Pill Crushers
View more
OEM Pill Splitters & Pill Crushers
View more
-
 Gel/ Silicone Metatarsal Pads Metatarsal Ball of Foot Ant-slip Pads Cushion Feet Care
View more
Gel/ Silicone Metatarsal Pads Metatarsal Ball of Foot Ant-slip Pads Cushion Feet Care
View more
-
 Gel Silicone Heel Cushions Reusable Gel Heel Pads Support
View more
Gel Silicone Heel Cushions Reusable Gel Heel Pads Support
View more
-
 Heel Cushions Heel Inserts Half Gel Height Increase Insoles Height Increased Insoles
View more
Heel Cushions Heel Inserts Half Gel Height Increase Insoles Height Increased Insoles
View more
-
 Foam Heel Guards Heel Protector Foot Elevation Pillow Ankle Heel U-shape Foot Rest Foot Pillow
View more
Foam Heel Guards Heel Protector Foot Elevation Pillow Ankle Heel U-shape Foot Rest Foot Pillow
View more
-
 Foam Heel Liners Heel Stickers Removes Foot Care Antiwear
View more
Foam Heel Liners Heel Stickers Removes Foot Care Antiwear
View more
-
 Orthotic Insoles Arch Support Heel & Feet Pain Relief
View more
Orthotic Insoles Arch Support Heel & Feet Pain Relief
View more
-
 Bunion Cushions Pads Self-Adhesive Foot Callus Patches Foot Blister Pads Heel Protector Pads
View more
Bunion Cushions Pads Self-Adhesive Foot Callus Patches Foot Blister Pads Heel Protector Pads
View more
-
 Hydrocolloid Plaster Hydrocolloid Heel Blister Bandage Heel Patch Medical Hydrocolloid Dressing
View more
Hydrocolloid Plaster Hydrocolloid Heel Blister Bandage Heel Patch Medical Hydrocolloid Dressing
View more
-
 Foam Callus Cushions Toe and Foot Protectors Corn Cushions Toe Pads for Feet Toes Heel
View more
Foam Callus Cushions Toe and Foot Protectors Corn Cushions Toe Pads for Feet Toes Heel
View more
-
 Corn Callus Pads Cushions Foot Protectors Thick Corn Cushions for Foot Heel Pain
View more
Corn Callus Pads Cushions Foot Protectors Thick Corn Cushions for Foot Heel Pain
View more
-
 Toe Tubes Sleeves Silicone Gel Toe Sleeve Protectors Foam Fabric Toe Wraps & Bandages
View more
Toe Tubes Sleeves Silicone Gel Toe Sleeve Protectors Foam Fabric Toe Wraps & Bandages
View more
-
 Silicone Gel Toe Separators Toe Spacer for Aligning Big Toe Relieves Bunion Corn Callus Pain Bunion
View more
Silicone Gel Toe Separators Toe Spacer for Aligning Big Toe Relieves Bunion Corn Callus Pain Bunion
View more
-
 Silicone Bunion Relief Pads Toe Orthotics Foot Care Elastic Correct Hallux Valgus
View more
Silicone Bunion Relief Pads Toe Orthotics Foot Care Elastic Correct Hallux Valgus
View more
-
 Bunion Corrector Gel Silicone Sleeves Bunion Pads Sleeves Toe Separator
View more
Bunion Corrector Gel Silicone Sleeves Bunion Pads Sleeves Toe Separator
View more
-
 Orthopedic Toe Brace Splint Adjustable Valgus Hammer Correction Joint Protector
View more
Orthopedic Toe Brace Splint Adjustable Valgus Hammer Correction Joint Protector
View more
-
 Toe Separator Hallux Valgus Corrector Toe Corrector Bunions Finger Separator Haluksy Separator for Toes Bunion Corrector
View more
Toe Separator Hallux Valgus Corrector Toe Corrector Bunions Finger Separator Haluksy Separator for Toes Bunion Corrector
View more
-
 Silicone Toe Corrector Gel Protector Finger Separator Orthopedic Products Hallux Valgus Pedicure Foot Care Hammer
View more
Silicone Toe Corrector Gel Protector Finger Separator Orthopedic Products Hallux Valgus Pedicure Foot Care Hammer
View more
-
 Felt Toe Separators Toe Spacer Bunion Corrector
View more
Felt Toe Separators Toe Spacer Bunion Corrector
View more
-
 Gel Hammer Toe Crest Pads for Mallet and Overlapping Toes
View more
Gel Hammer Toe Crest Pads for Mallet and Overlapping Toes
View more
-
 Toe Corrector Valgus Bunion Foot Silicone Toe Separator Hallux Care Healthy Care Foot Supplies
View more
Toe Corrector Valgus Bunion Foot Silicone Toe Separator Hallux Care Healthy Care Foot Supplies
View more
-
 Silicone Toe Sleeve Gel Toe Separators Cap Cover Toe Protector Correct for Corn Blisters Bunion
View more
Silicone Toe Sleeve Gel Toe Separators Cap Cover Toe Protector Correct for Corn Blisters Bunion
View more
-
 Silicone Gel Insole Toe Sleeves Forefoot Pad Toe Protector for Ballet Finger Toes Lady Dance Shoe
View more
Silicone Gel Insole Toe Sleeves Forefoot Pad Toe Protector for Ballet Finger Toes Lady Dance Shoe
View more
-
 OEM Bulk Wholesale Footcare Accessories Manufacturing & Supply Solutions
View more
OEM Bulk Wholesale Footcare Accessories Manufacturing & Supply Solutions
View more
-
 EVA Foam Mesh Arch Support Shoe Insoles
View more
EVA Foam Mesh Arch Support Shoe Insoles
View more
-
 Sports Insoles PU Foam Insoles Absorb Sweat Breathable Feet Insoles
View more
Sports Insoles PU Foam Insoles Absorb Sweat Breathable Feet Insoles
View more
-
 Metatarsal Foot Pads Adhesive Ball of Foot Shoe Sticker Pad Cushions Forefoot Arch Support
View more
Metatarsal Foot Pads Adhesive Ball of Foot Shoe Sticker Pad Cushions Forefoot Arch Support
View more
-
 Foam PU Cordless Earplugs for Hearing Conservation
View more
Foam PU Cordless Earplugs for Hearing Conservation
View more
-
 Moldable Silicone Earplugs for Sleep Noise Cancelling Waterproof Beauty Personal Care Product
View more
Moldable Silicone Earplugs for Sleep Noise Cancelling Waterproof Beauty Personal Care Product
View more
-
 Wax Cotton Earplugs Moldable for Swimming Sleeping Noise Reduction Earplugs Hearing protection
View more
Wax Cotton Earplugs Moldable for Swimming Sleeping Noise Reduction Earplugs Hearing protection
View more
-
 TPE Earplugs with High Comfort Fit
View more
TPE Earplugs with High Comfort Fit
View more
-
 Triple-Flange Reusable Earplugs with High Noise Reduction
View more
Triple-Flange Reusable Earplugs with High Noise Reduction
View more
-
 Metal Detectable Foam Earplugs for Food Processing Safety
View more
Metal Detectable Foam Earplugs for Food Processing Safety
View more
-
 Lightweight Banded Earplugs with Replaceable Foam Pods
View more
Lightweight Banded Earplugs with Replaceable Foam Pods
View more
-
 Bulk Pack Earplugs PU Foam Industrial Noisy Safety Work Disposable Noise Cancelling Ear Plugs
View more
Bulk Pack Earplugs PU Foam Industrial Noisy Safety Work Disposable Noise Cancelling Ear Plugs
View more
-
 Ear Plugs 38dB Ear Plug Foam Earplug with Case for Noise Reduction Disposable Ear Plugs
View more
Ear Plugs 38dB Ear Plug Foam Earplug with Case for Noise Reduction Disposable Ear Plugs
View more
-
 Musicians Ear Plugs Music Hearing Protection Silicone Earplugs Noise Reduce Ear Plugs
View more
Musicians Ear Plugs Music Hearing Protection Silicone Earplugs Noise Reduce Ear Plugs
View more
-
 Shooting Earplugs Disposable PU Foam Earplugs Noise Cancelling Hearing Protection
View more
Shooting Earplugs Disposable PU Foam Earplugs Noise Cancelling Hearing Protection
View more
-
 Earplug Dispenser With Disposable PU Foam Earplugs Noise Reduction Hearing Protection
View more
Earplug Dispenser With Disposable PU Foam Earplugs Noise Reduction Hearing Protection
View more
-
 Hearing Protection Ear Plug Silicon Earplug Foam Earplugs in Bulk Packaging Private Label
View more
Hearing Protection Ear Plug Silicon Earplug Foam Earplugs in Bulk Packaging Private Label
View more
-
 Silicone Reusable Earplugs with Case Private Label
View more
Silicone Reusable Earplugs with Case Private Label
View more
-
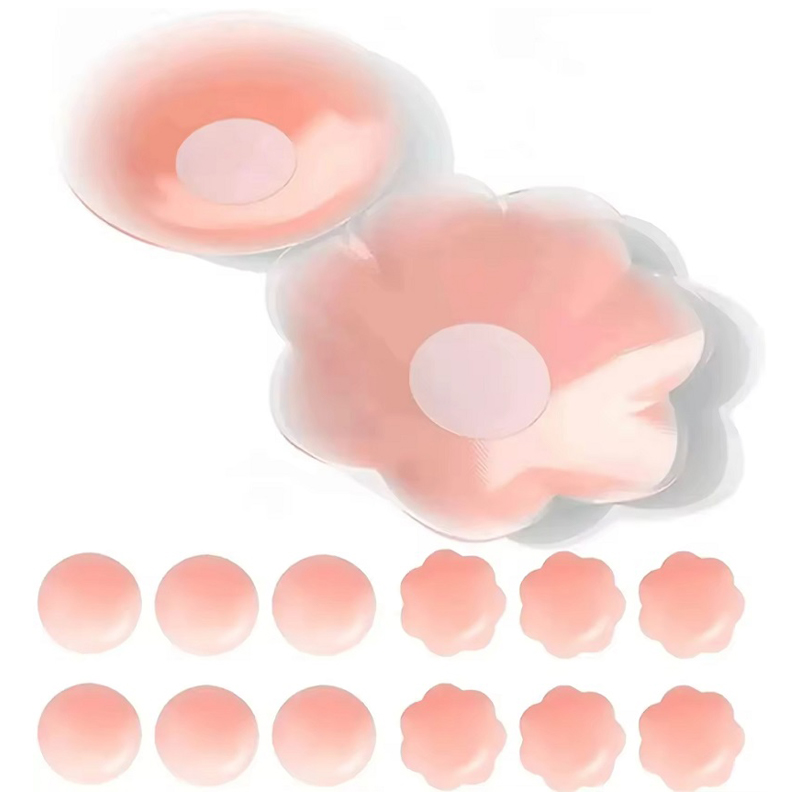 Breast Petals Lift Nipple Cover Bra Silicone Breast Stickers Reusable
View more
Breast Petals Lift Nipple Cover Bra Silicone Breast Stickers Reusable
View more
-
 Acne Pimple Master Patch Face Patch for Acne Medical Consumables
View more
Acne Pimple Master Patch Face Patch for Acne Medical Consumables
View more
-
 Medical Silicone Scar Tape Easy-Tear Gel Scar Sheet for Medical Consumables
View more
Medical Silicone Scar Tape Easy-Tear Gel Scar Sheet for Medical Consumables
View more
-
 Non-woven Mouth Tape for Sleep Anti Snoring Breathing Sleeping Aid
View more
Non-woven Mouth Tape for Sleep Anti Snoring Breathing Sleeping Aid
View more
-
 Clear PE Nasal Strip Nasal Dressing Nose Plaster Advanced Nasal Strip Anti Snoring Nasal Strip
View more
Clear PE Nasal Strip Nasal Dressing Nose Plaster Advanced Nasal Strip Anti Snoring Nasal Strip
View more
-
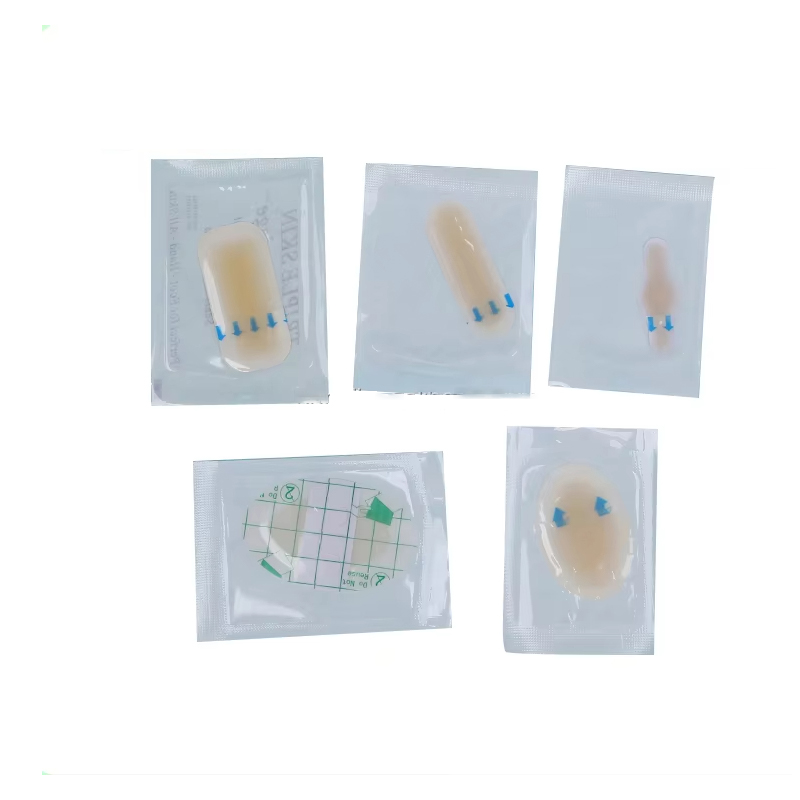 Hydrocolloid Spot Bandages Round/Strip Blister Plasters for Wound Care
View more
Hydrocolloid Spot Bandages Round/Strip Blister Plasters for Wound Care
View more
-
 Hydrogel Cooling Fever Patches for Fever Reduction Hot & Cold Packs
View more
Hydrogel Cooling Fever Patches for Fever Reduction Hot & Cold Packs
View more
-
 Medical Adhesive Hydrocolloid Foot Patch Pain Relief Blister Blister Plaster
View more
Medical Adhesive Hydrocolloid Foot Patch Pain Relief Blister Blister Plaster
View more
-
 Absorbent Pads Cotton Anti Underarm Sweat Pads Washable Armpit Sweat Absorbent Pad
View more
Absorbent Pads Cotton Anti Underarm Sweat Pads Washable Armpit Sweat Absorbent Pad
View more
-
 Swimming Protection Stickers for Women Private Parts Impermeable High Elastic Silicone Swimming Patch
View more
Swimming Protection Stickers for Women Private Parts Impermeable High Elastic Silicone Swimming Patch
View more
-
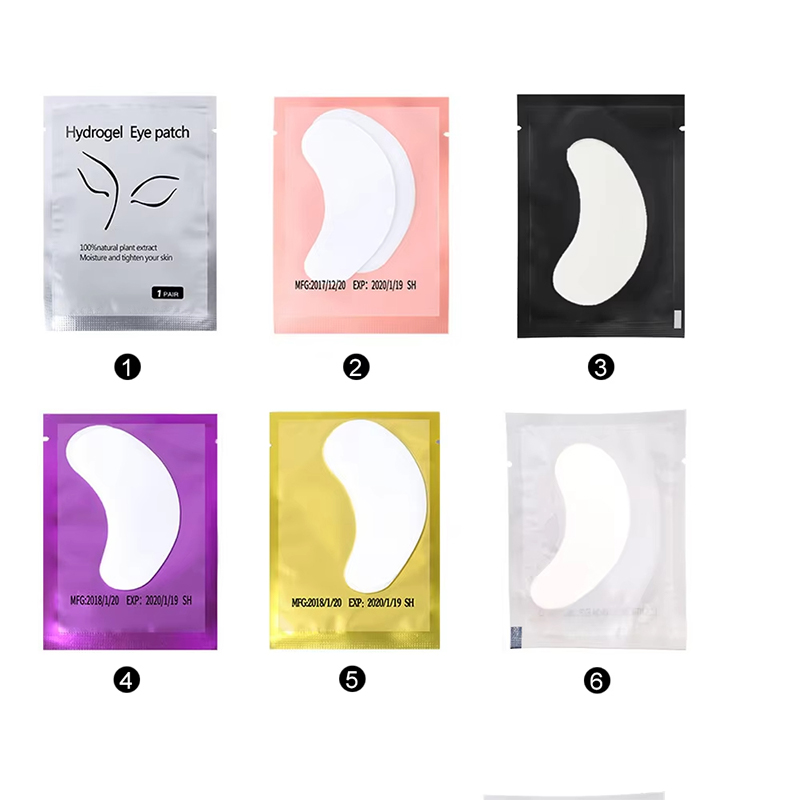 Eye Patches Hydrogel Patch Eyelash Extensions Pads Eye Gel Pads Under Eye Pads
View more
Eye Patches Hydrogel Patch Eyelash Extensions Pads Eye Gel Pads Under Eye Pads
View more
-
 Silicone Transparent Invisible Ear Sticker Makeup Tools
View more
Silicone Transparent Invisible Ear Sticker Makeup Tools
View more
-
 Kids ICE Packs Reusable Hot Cold Boo Boo Gel Pack
View more
Kids ICE Packs Reusable Hot Cold Boo Boo Gel Pack
View more
-
 First Aid Kits & Boxes/Bags
View more
First Aid Kits & Boxes/Bags
View more
-
 Compression Supportive Bandages
View more
Compression Supportive Bandages
View more
-
 Sterile Cotton Gauze Pad Disposable Absorbent Gauze Mesh Compress Sponge Gauze Swab Medical Consumables
View more
Sterile Cotton Gauze Pad Disposable Absorbent Gauze Mesh Compress Sponge Gauze Swab Medical Consumables
View more
-
 Disposable CPR Face Shields
View more
Disposable CPR Face Shields
View more
-
 Medical Alcohol Wipes 6×6 cm EO Sterile Non-Woven
View more
Medical Alcohol Wipes 6×6 cm EO Sterile Non-Woven
View more
-
 Single-Tip Cotton Swab with Paper Shaft for Daily Cleaning Use
View more
Single-Tip Cotton Swab with Paper Shaft for Daily Cleaning Use
View more
-
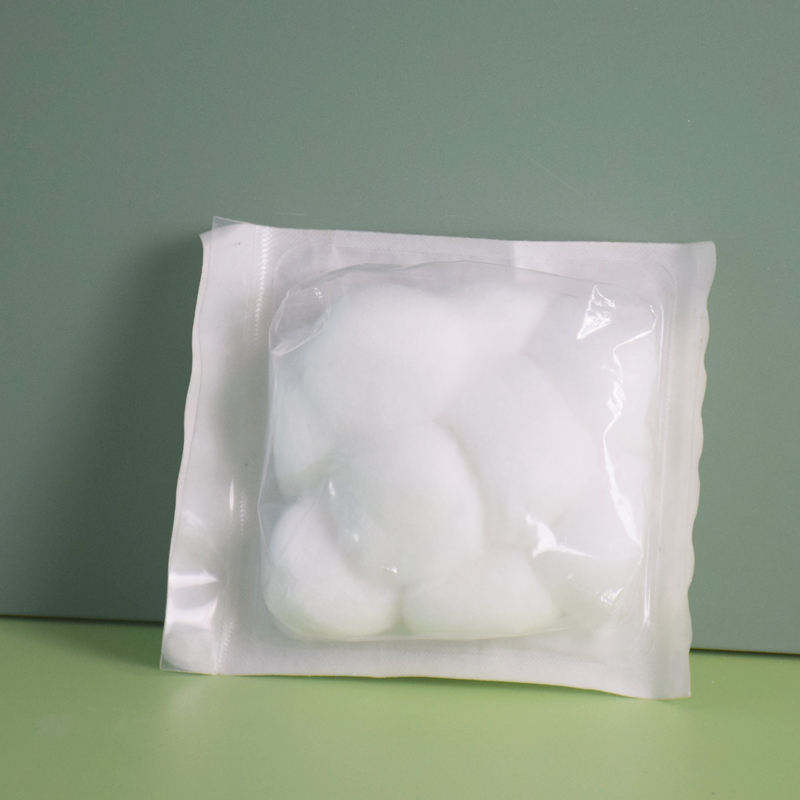 Cotton Balls Disposable Medical Cotton Balls Medical Sterile Cotton Balls
View more
Cotton Balls Disposable Medical Cotton Balls Medical Sterile Cotton Balls
View more
-
 Medical Cotton Pads
View more
Medical Cotton Pads
View more
-
 Absorbency Disposable Underpads for Pets & Vets
View more
Absorbency Disposable Underpads for Pets & Vets
View more
-
 3 Layers Disposable Medical Face Mask Non Woven Blue Mask Earloop
View more
3 Layers Disposable Medical Face Mask Non Woven Blue Mask Earloop
View more
-
 Disposable Hair Plastic Shower Cap Clear Shower Caps Waterproof Bath Caps Processing Hair Cover
View more
Disposable Hair Plastic Shower Cap Clear Shower Caps Waterproof Bath Caps Processing Hair Cover
View more
-
 Baby Medical Digital Fever Thermometer
View more
Baby Medical Digital Fever Thermometer
View more
-
 Medical Bandage Scissors Serrated Edge Utility Nurse Scissors
View more
Medical Bandage Scissors Serrated Edge Utility Nurse Scissors
View more
-
 Disposable Dental Bibs 3-Ply Dental Bibs Medical Absorbent Dental Apron
View more
Disposable Dental Bibs 3-Ply Dental Bibs Medical Absorbent Dental Apron
View more
-
 Nitrile Disposable Medical Gloves
View more
Nitrile Disposable Medical Gloves
View more

-
Pill Organizer, Pill Splitter and Pill Crusher Factory

1. Factory Overview
We operate dedicated manufacturing facilities focused on pill organizers, pill minders, medication-storage systems, pill splitters and pill crushers. Our production bases support long-term supply programs for pharmacy chains, global distributors, vitamin and supplement brands, supermarkets, and private-label customers. With decades of high-volume plastic manufacturing experience, our facilities deliver stable supply, controlled quality and reliable lead times for retail-grade medication management products.
2. Product Portfolio
Our factories manufacture the full range of pill-management products, including daily organizers, weekly and monthly systems, AM-PM pill boxes, multi-dose structures, stackable organizers and travel medication kits. Product capabilities also cover pill splitters, pill crushers, combined splitter-crusher units and aluminum alloy medication holders. All SKUs are available in custom colors, compartment layouts, logos and retail packaging formats.
3. Materials and Components
All items are produced using food-grade and medical-grade materials chosen to meet regulatory and retailer requirements. Available materials include PP, ABS, PC, Tritan, aluminum alloy and silicone components for sealing structures. All plastics are BPA-free and compliant with FDA CFR, REACH and RoHS standards. Custom material options are offered for premium-grade, transparent, frosted or high-durability applications. Hinges, snap-lock structures and internal dividers are reinforced for extended-use performance.
4. Manufacturing System
Production is supported by injection-molding workshops, multi-cavity tooling, aluminum alloy CNC machining and ultrasonic welding equipment. Automated assembly lines ensure consistent snap-lock fit, hinge alignment and compartment accuracy. Printing lines support UV printing, silk-screening and laser engraving for icons, AM-PM marks, multilingual date indicators and custom logos. Batch-controlled processes ensure consistency across large-volume retail programs.
5. Production Equipment
Key equipment includes high-precision plastic injection machines, CNC lathes and milling centers for aluminum pill cases, automatic welding units, robotic pick-and-place systems, high-speed printing lines, automated labeling machines and dedicated packaging lines. All equipment supports rapid mold changeovers and large-scale production continuity. Equipment calibration follows ISO procedures to maintain dimensional accuracy and repeatability.
6. Mold and Tooling Capabilities
Our tooling workshop supports full OEM development, including new mold design, multi-cavity tooling, structural engineering upgrades and lifetime maintenance. Tooling improvements include hinge fatigue enhancement, snap-lock optimization, child-resistant structural reinforcement and compartment resizing. Engineering teams work with brand owners to convert drawings or concepts into production-ready designs.
7. R&D and Structural Engineering
A dedicated engineering team develops new mechanisms for child-resistant lids, easy-open designs for elderly users, stackable structures and moisture-protection sealing systems. We optimize product ergonomics, durability cycles, impact resistance and compartment usability. Custom development supports premium aluminum pill organizers, integrated travel cases, zipper-bag medication kits and built-in water cup structures.
8. Quality Control System
Quality systems follow ISO 13485 with full incoming inspection, in-process control and final AQL inspection. QC tests include hinge-cycle fatigue tests, snap-lock strength tests, drop tests, compression tests, UV resistance, color matching and accelerated aging verification. Each batch is controlled by lot numbers for full traceability. Packaging units undergo carton weight checks, barcode accuracy checks and shipping simulation testing.
9. Certifications and Compliance
Our facilities comply with ISO 13485, CE and FDA-registered product lines. Materials meet FDA 21 CFR requirements, REACH, RoHS, BPA-free standards and food-contact regulations. Retail customers benefit from experience passing audits from pharmacy chains, supermarkets, global retailers and medical distributors. Social compliance covers SMETA and BSCI where required.
10. Retail Audit Support
We provide structured documentation and factory support for retailer audits, including facility reports, social compliance files, testing reports, raw material certifications, traceability files and packaging validation. We have long-term experience supporting the audit requirements of major pharmacy groups, vitamin brands and mass-market retailers across Europe, North America and Australia.
11. Batch Traceability
All incoming materials, molded components and finished goods are managed with lot-based traceability. Each production batch maintains records of materials, molding parameters, inspection results and packing lines. This ensures consistent and secure supply for private-label customers requiring strict quality assurance.12. OEM and Customization
OEM and ODM capabilities cover new mold development, color customization, icon and time-indicator printing, compartment layout changes, logo engraving, multi-language labeling and retail packaging design. Artwork support includes print-ready boxes, blister cards, zipper bags, EVA cases and multi-pack bundles. Engineering teams support structural modifications, child-resistant locking systems, travel sets and premium aluminum finishes.13. Packaging Solutions
Packaging lines support all retail-ready formats, including color boxes, blister cards, clamshells, zipper pouches, EVA travel cases, shrink-wrap bundles and custom private-label packaging. We provide barcode printing, lot number marking and shelf-ready packaging for pharmacies, supermarkets and online retailers. Packaging development adheres to EU, US and UK labeling guidelines.14. Multi-Factory Supply Chain
Our integrated supply chain includes injection plants, CNC machining workshops, travel-bag factories, printing facilities and long-term partner factories. This multi-factory system ensures flexible capacity, secure supply, reduced lead times and cost stability for large-volume multi-SKU programs. It also supports coordinated production for product sets and retail programs requiring seasonal replenishment.15. Logistics and Palletization
Logistics support includes FCL and LCL shipments, palletization to EU and US standards, carton customization, FBA-compliant labeling and export documentation. We provide carton optimization, dimension design, weight control and packaging density improvement to reduce logistics costs. All shipments include traceable lot numbers and documentation for retail compliance.16. Lead Time and Manufacturing Capacity
Lead times are optimized for large-scale retail programs. Multi-cavity tooling and automated lines provide monthly output in the millions depending on SKU type. Production plans accommodate long-term partnerships, seasonal demand spikes and private-label expansion. Secure inventory strategies and safety stock programs are available for key accounts.17. Markets We Serve
We supply pharmacy chains, supermarkets, vitamin and supplement brands, wholesalers, medical distributors, e-commerce platforms, senior-care providers and health-wellness retailers. Our products are exported across North America, Europe, Australia, the Middle East, Latin America and other developed markets with strict regulatory requirements.18. Customer Applications
Products are used for daily medication management, chronic disease care, senior-care programs, travel medication storage, vitamin and supplement organization and wellness kit assembly. Pill splitters and crushers support patient-use scenarios in home care, assisted living, clinical environments and travel settings. All items are adaptable to different regulatory and cultural market requirements.19. Sustainability and Responsibility
Our factories support material recycling, reduced-waste tooling, optimized energy management and environmentally responsible packaging options. Social responsibility programs follow international standards and retailer expectations. BPA-free materials, compliant pigments and recyclable packaging align with sustainability goals for retail partners.20. Why Work With Us
Global buyers choose our factory system for stable capacity, consistent quality, strong engineering, compliant materials, proven audit history and competitive cost structure. We offer long-term manufacturing reliability, extensive customization capability, retail-grade packaging execution and professional manufacturing support for complex private-label programs. Our integrated multi-factory system ensures on-time delivery, high-volume readiness and dependable collaboration for international partners.
Address : Room 2002, Building 1, No. 88, Shishan Road, High-tech Zone, Suzhou City, Jiangsu Province, China